Introduction > The Bullet > The Cartridge > Loading
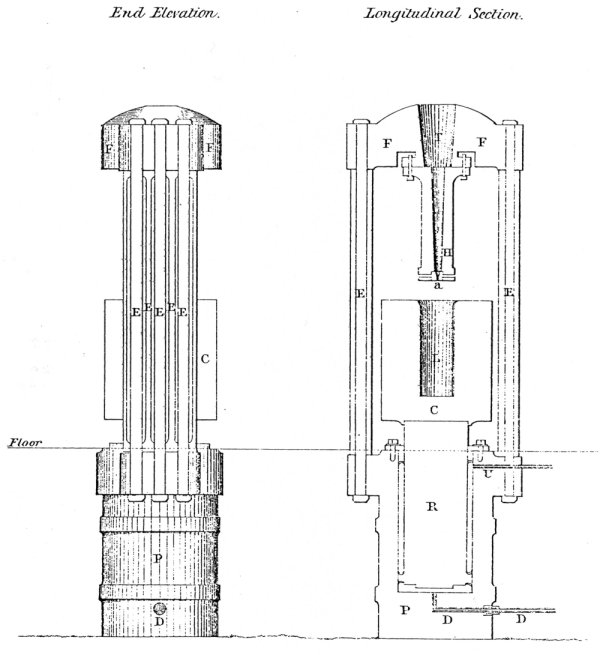
We are informed by Hawes that pure lead was procured, usually arriving from the broker in pigs weighing 1cwt. This lead was subject to chemical testing, details of which are provided, with just one-tenth per cent of antimony for instance being sufficient to condemn the consignment. Having cleared the chemical testing the lead was melted and passed though a Weem’s Lead-Squirting Machine (pictured below) to produce rods of lead which are wound onto a reel.
These reels were then conveyed to the bullet-machine which completed several operations:
- Unwinding the lead-rod, and passing it up to the cutting-off lever and nippers.
- Cutting off the lead from the rod, and delivering this pellet to the die.
- Compressing the bullet into the die.
- Ejecting the bullet from the die.
- Cutting off the ring of superfluous lead that remains round the base of the bullet after compression.
Hawes gives each of these stages detailed consideration and observes that from 25 to 35 Enfield bullets can be turned out of the machine in a minute. Including steam power, repair of the machines, and in fact, all contingent expenses, the price of bullets was stated to be 16s. per 1,000, or “a little more than five for a penny.”
Hawes notes that the bullet making machinery described was obviously far too complex and cumbersome to be carried into the field; the only other means of making the bullets was by casting. The luxury of the bullet making machinery described is also likely to elude readers, so Hawes observations on casting will no doubt be of interest, and follow:
The appliances required, are the melting pot, ladles, moulds with plugs for forming the hollow in the bullet, nippers, and the rectifying machine. This is a small hand-worked machine, worked by means of a lever with a handle at the end. To this lever is attached a spindle, working horizontally in a socket; to the end of this is fixed a punch of the same form as the hollow in the bullet; in front of this is a die, funnel shaped, the smaller end being of precisely the same diameter as the bullet; it is open at both ends, with its base towards the punch, the punch is driven forwards into the hollow by means of the lever handle, and the bullet pushed smartly through the die; the superfluous lead being thus cut off, and the bullet at the same time gauged or pared down to the required size. To preserve this die correct, of course requires constant attention, gauging, and repair.
In casting bullets, the lead should be poured in rather slowly, after having taken it out from the melting-pot carefully with a ladle.
Care must be taken to get a freedom from air-holes, and the moulds should not be closed too tightly, but so that the air escapes easily; for, unless it is allowed to do so, an uneven surface to the bullet will invariably ensue. The moulds also should be of a proper temperature. Practice alone can regulate the requisite speed in pouring the lead in. When the lead has cooled slightly, the bullet must be taken out with the pliers, holding it by the piece of superfluous lead, and placed point first, as before described, in the die of the rectifying-machine. The punch must then be forced forwards with a smart but firm pressure; thus cutting off the superfluous lead and regulating the size of the bullet.
The plugs of the bullet-moulds require occasional examining and gauging. The following precautions, taken in America for casting bullets, are recommended in the United States Ordnance Manual, and also in the French “Aide-Mémoire d’Officiers d’Artillerie:
“Weigh the lead, fill the kettle (or melting-pot), and cover it; as the lead melts add more, until within three inches of the edges of the kettle. Cover with a layer of powdered charcoal one inch thick, push the heat until paper in contact with the lead is inflamed by it: this requires from one to two hours.
“Immerse the ladle and fill it about three-quarters full of the lead, covered with the charcoal, which is kept back by a piece of wood. The first castings are thrown back into the kettle, being imperfect, from the moulds being cold.
“The diameter of some of the bullets should be verified from time to time with gauges. The moulds must be carefully cleaned when it is perceived that the lead sticks to them.
“With proper care, 100lb. of lead will give 96lb. to 98lb. of bullets.”
The bases of the finished bullet were fitted with a plug, the purpose of which was to insure the expansion of the bullet into the grooves of the rifling. Those plugs described by Hawes are wooden. He goes into considerable detail describing the machinery used in their manufacture, which could turn out 10,000 plugs in a working day.
On completion the plugs were dipped into a composition of beeswax and a very small quantity of spirits, “to prevent alteration of size and shape.” The plugs were inserted by the simple operation of pressing the base of the bullet upon the small end of the plug as it lay on a table, taking care to ensure that the plug was flush with the sides of the bullet, i.e., placed evenly into the cavity. The bullets were then gauged by passing them through a steel ring gauge .001 of an inch larger in diameter than that of the bullet.
(Readers are referred to ‘Base Plugs for Enfield Rifle Bullets’ by David Minshall, published in Research Press Digest 2025.